検査員の経験差で歩留まりがばらつく
製造課長
画像検査や判定基準が属人化し、品質の安定と教育に時間がかかる。
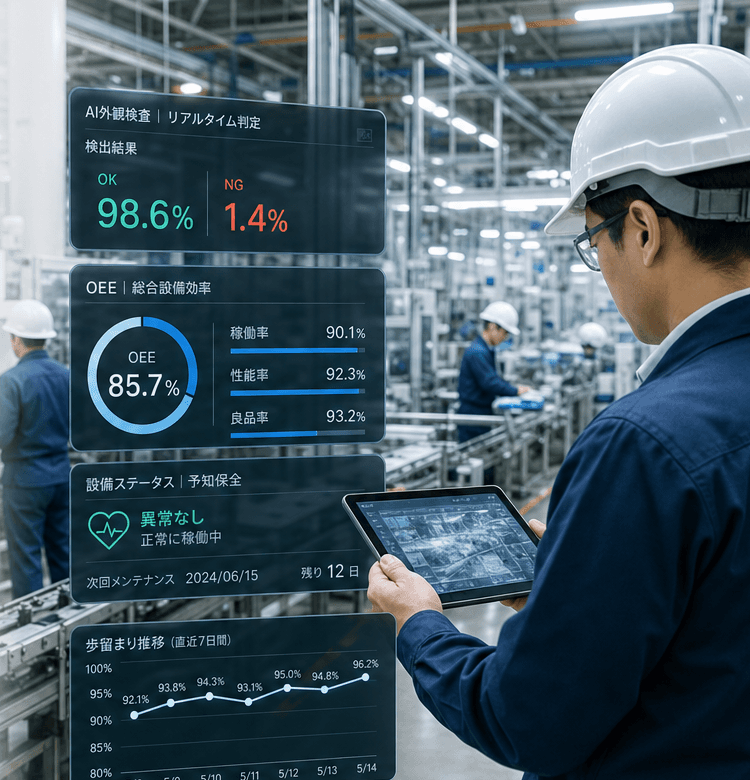
MANUFACTURING AI
品質検査、予知保全、歩留まり改善、需要予測、在庫最適化を、現場制約込みで実装します。
300社+製造業領域の相談想定
500拠点+工場・ライン対応想定
280%ROI改善想定
* 表示数値はサービス説明用の想定値です(実績ではありません)
工場AI診断(無料)製造課長
画像検査や判定基準が属人化し、品質の安定と教育に時間がかかる。
生産技術
センサーや保全履歴はあるのに、停止前の兆候を現場で活かせていない。
品質保証
検査、設備、在庫、工程のデータが分断され、改善判断が遅れる。
01
画像解析や検査ログを使い、不良検出と判定基準の標準化を支援します。
02
設備データと保全履歴から異常兆候を検知し、停止前の対応を早めます。
03
受注、在庫、販売、季節性をつなぎ、製造計画と調達判断を支援します。
04
工程データからロス要因を特定し、改善の優先順位を整理します。
05
需要予測と在庫状況を連携し、欠品と過剰在庫を減らします。
CASE STUDY
CASE 01
生産計画と在庫配分を最適化し、欠品リスクを低減。

CASE 02
遠隔監視と工程改善で、ロスと確認工数を削減。
CASE 03
部門間のデータ連携を強化し、意思決定を高速化。

CASE 04
稼働データからエネルギー使用量の偏りを可視化。
CASE 05
品質管理プロセスを高度化し、不良率を低減。
* 表示数値はサービス説明用の想定値です(実績ではありません)
INTERVIEW CASE STUDY
Q1. 導入前、どのような課題がありましたか?
PoCで終わる取り組みが多く、本番運用までつながっていませんでした。
Q2. 重視したことは?
現場の制約、既存設備、教育まで含めて、実際に使われる形にすることです。
Q3. 導入後の変化は?
歩留まりと検査工数の改善が見え、次のライン展開を判断しやすくなりました。
* 表示数値はサービス説明用の想定値です(実績ではありません)

01
ライン、設備、帳票、データの状態を確認し、優先課題を決めます。

02
必要データを整備し、短い検証で効果と制約を見ます。

03
既存システムと連携し、現場で使える形にします。

04
教育、監視、改善サイクルまで運用に乗せます。
ISMS対応
OT/IT分離設計
工場閉域接続
NDA締結
データ削除ルール
FAQ
可能です。PLCやセンサー連携が難しい場合は、CSV、帳票、カメラ、既存ログから段階的に始めます。
はい。既存データや一部ラインから検証し、ライン停止リスクを避けながら進めます。
対象物、撮影環境、不良サンプル量で変わります。最初に検査条件と判定基準を整理して評価します。
閉域接続、権限管理、ログ、データ持ち出し制御を前提に、工場ITの制約に合わせて設計します。
CONTACT
30分のヒアリングで、AI化しやすい工程、必要データ、初期PoC案を整理します。